常州导轨冷弯成型机定制
冷弯成型机安装注意事项:1.安装前应先检查冷弯成型机的各个部件是否完好无损,是否有缺陷或损坏。2.在安装过程中,应按照冷弯成型机的安装说明书进行操作,确保安装正确无误。3.在安装过程中,应注意冷弯成型机的重心平衡,避免出现倾斜或不稳定的情况。4.安装时应注意冷弯成型机的固定,确保其稳定性和安全性。5.在安装过程中,应注意冷弯成型机的电气接线,确保接线正确无误。6.在安装完成后,应进行试运行,检查冷弯成型机的各项功能是否正常。7.在使用过程中,应定期对冷弯成型机进行维护保养,确保其长期稳定运行。冷弯成型机具有高效、精确的特点,能够快速完成复杂的弯曲加工任务,提高生产效率。常州导轨冷弯成型机定制

如齿轮、轴承座圈和其他零部件。它具有独特的结构形式和先进的加工工艺,使其在使用过程中能够达到效果。由于需要大量使用物料,因此这些机器通常都是由一个大型厂房进行配置和安装。这种设备可以广泛应用于工业制造领域,包括汽车制造业、电子产业、航空航天业等。维护注意事项如果你需要进行多种形状冷锻,那么就可以考虑使用多工位冷镦成型机了。这种机器不仅能帮助你完成冷锻任务,还能够提供各种不同的产品。如齿轮、轴承座圈和其他零部件。它具有独特的结构形式和先进的加工工艺,使其在使用过程中能够达到效果。由于需要大量使用物料,因此这些机器通常都是由一个大型厂房进行配置和安装。这种设备可以广泛应用于工业制造领域,包括汽车制造业、电子产业、航空航天业等。维护注意事项如果你需要进行多种形状冷锻,那么就可以考虑使用多工位冷镦成型机了。这种机器不仅能帮助你完成冷锻任务,还能够提供各种不同的产品。泰州大型冷弯成型机哪家好冷弯成型机的好处有很多。
冷弯成型机加工方法:冷弯成型机是一种通过压力和弯曲来加工金属板材的机器。其加工方法如下:1.准备工作:首先需要准备好待加工的金属板材和冷弯成型机。2.调整机器:根据加工要求,调整冷弯成型机的辊轮位置和压力,以确保加工出的产品符合要求。3.加工板材:将金属板材放入冷弯成型机中,通过辊轮的压力和弯曲来加工板材,使其成为所需形状。4.检查产品:加工完成后,需要对产品进行检查,确保其符合要求。5.完成加工:如果产品符合要求,则可以将其取出,完成加工。需要注意的是,冷弯成型机加工过程中需要注意安全,避免发生意外事故。同时,需要根据不同的加工要求和材料特性,选择合适的加工方法和工艺参数。
冷弯型钢设备的PLC操纵是在一切正常加工过程中的多安全性维护。抗压强度长,工作辊原材料为40cr,热处理强度为hb280,模具材料为gcr15。波浪板冷成型设备强度:hrc5662c;每一个成形架构都是有一个变速器,以保证加班加点和寿命长。危害冷弯型钢设备价钱的众多要素是机器的多元性,即必须定制的产品类别的多元性。假如你要生产制造一个更繁杂的冷弯型钢设备,滚轴总数越多,滚轴越繁杂。周期时间越长,之后市场销售的不便就越大。如果有问题,欢迎联系我们冷弯成型机的各种系列应用领域还是不一样的。

轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆.一个好的冷弯成型机需要具备哪些特点您了解吗?泰州小型冷弯成型机加工厂家
无锡市富祥机械设备有限公司作为上海一家专业的冷弯成型机厂家。常州导轨冷弯成型机定制
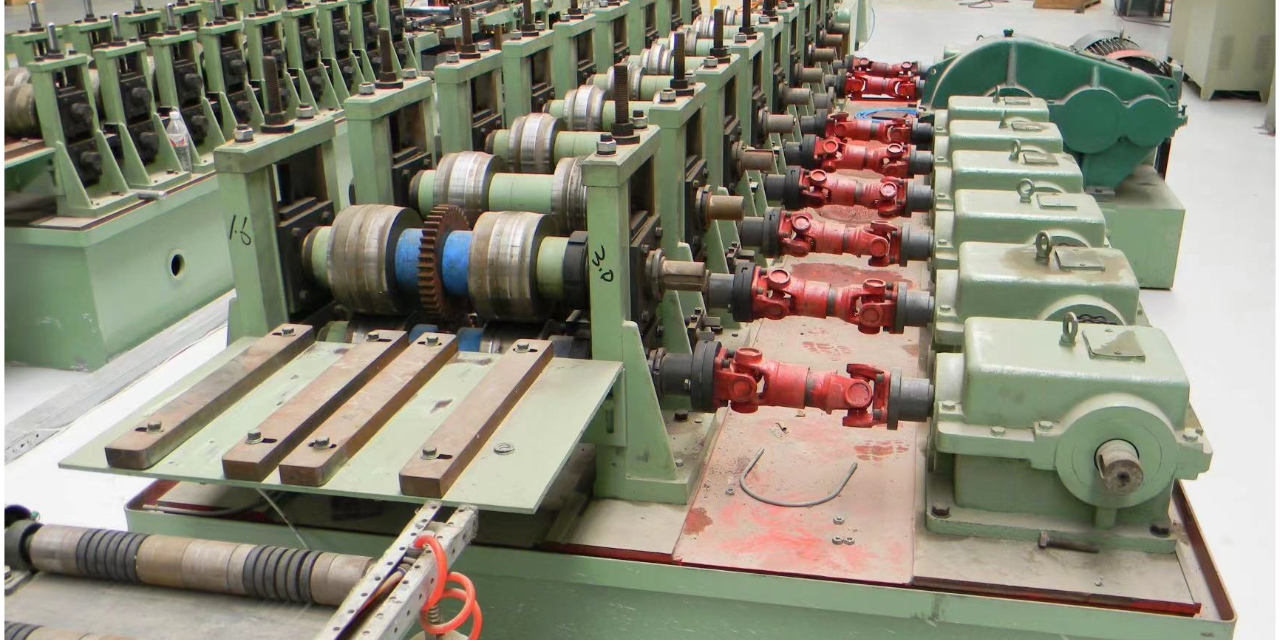
带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺的机械。冷弯成型机钢珠滑轨机轧辊设计制造特点:1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆.常州导轨冷弯成型机定制
上一篇: 常州智能冷弯成型机定制
下一篇: 常州大型冷弯成型机价格